




 扫一扫
扫一扫

赛普塑料制品有限公司服务多行业,秉着“崇尚质量、以人为本、追求卓越”的宗旨,以的的品质、合理的价格及完善的服务不断赢得用户的信赖和好评。


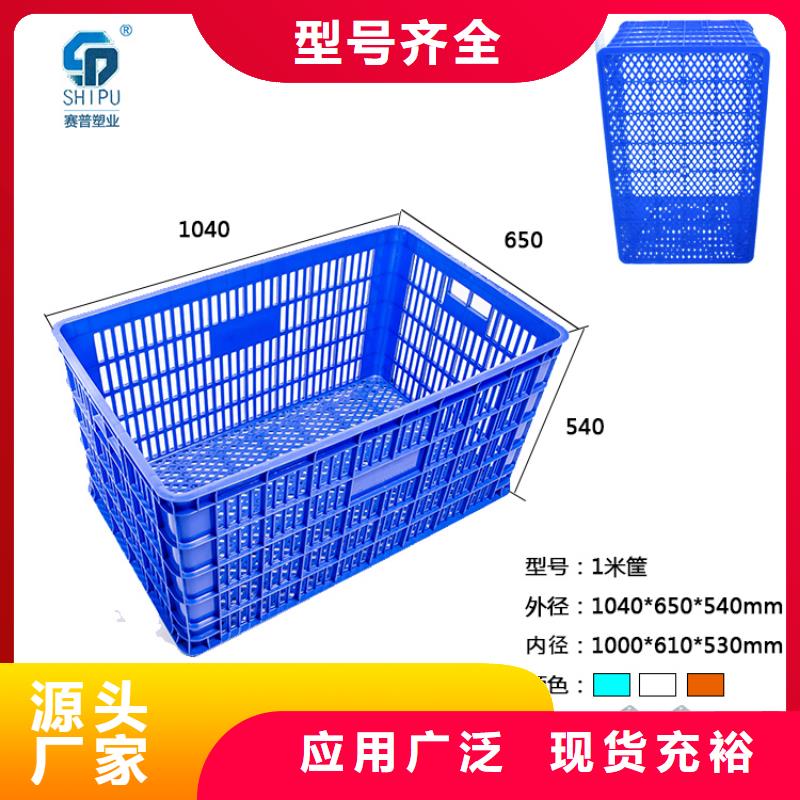
1.箱体加强筋设计,使整体更加牢固,不易变形,使用寿命更长
2.符合人体工程学设计的把手,圆润光滑,使搬运更舒适更便捷,使用周期更长。
3.箱底部采用复合式加强筋设计,不但有效增强箱体的承重而且具有防滑作用。
4.选用优质材料及添加剂具有更好的抗老化能力、耐酸碱能力,无味健康环保。



工厂车间里安放塑料周转箱的主要方法
在很多企业里,塑料周转箱都有着较为广泛的应用,它是这些企业进行短途物流运输的利器,它的广泛应用有效提高了企业的物流管理效率,降低了物流成本。那么,我们在企业车间里安放塑料周转箱时,又该注意哪些问题呢?
按照车间定置要求于指定区域和数量放置,塑料周转箱只准盛放生产过程中的成品,未经允许不得挪作他用,周转箱分为白色、蓝色和绿色。
空周转箱确认箱内无散落产品后,一律倒置存放在指定区域。装有产品的周转箱按产品周转规定随工序流动,需多层码放的周转箱产品装盛量要低于箱口上沿20毫米,单层放置的不得超过箱口上沿,避免箱内产品搬运过程中的丢失和产生不良品。
周转车(架)按使用状态和用途分别放于指定区域,使用完毕归放原处。


塑料周转箱成型后为什么会出现尺寸缩小的现象
众所周知,塑料周转箱是企业进行短途物流运输的重要工具,它的广泛应用有效的提高了企业的物流运转效率。我们在生产塑料周转箱时,有时会遇到周转箱成型后收缩以致尺寸缩小的状况。那么,导致这种现象的原因又有哪些呢?
从生产工艺方面看:增加注射压力,保压压力,延长注射时间。对于流动性大的塑料,高压会产生飞边引起塌坑应适当降低料温,降低机筒前段和喷嘴温度,使进入型腔的熔料容积变化减少,容易冷固。
从注塑模具方面看:多浇口模具要调整各浇口的充模速度, 对称开设浇口。模具的关键部位应有效地设置冷却水道,保证模具的冷却对消除或减少收缩起着很好的效果。整个模具应不带毛刺且具有合模密封性,能承受高压、高速、低黏度熔料的充模。
从注塑设备方面看:供料不足,注塑机螺杆或柱塞磨损严重,注射及保压时熔料发生漏流,降低了充模压力和料量,造成熔料不足。喷嘴孔太大或太小。太小则容易堵塞进料通道,太大则将使射力小,充模发生困难。
从原料本身看:原料太软易发生凹陷,有效的方法是在塑料周转箱注塑过程中加入成核剂以加快结晶。

技术支持:cdlgp.com